Greffage : La soudure
La greffe est une opération traumatisante pour la vigne et la soudure à une importance capitale dans la viabilité et le bon fonctionnement des plants de vigne.
La greffe :
Cette opération de coupe et d’assemblage de deux bois a pour objectif la solidité du futur plant et la juxtaposition maximale des tissus. L’opération est réalisée en pépinière entre février et avril.
• Greffe en Ω – Pratiquée dans 95% des cas, c’est une opération mécanisée automatisée en pépinière à un rythme de 600 à 700 greffe/heure. Il s’agit du risque le plus important de cal.
• Greffe en fente anglaise – Environ 5% des greffes, il s’agit d’une coupe oblique unique ou avec une encoche. Opération essentiellement manuelle, le rendement est 3 à 4 fois plus faible et implique un surcout par rapport à Ω mais la section oblique améliore la juxtaposition des tissus. Les diamètres doivent être identiques entre le greffon et le sujet (porte-greffe).
• D’autres greffes sont en développement comme la F2 du pépiniériste Hebinger ou le greffage en écusson directement sur la parcelle, en T-bud ou en chip-bud (voir article sur le surgreffage).

La cire :
Une fois assemblés, les plants sont plongés dans une cire au niveau du point de greffe.
Elle assure :
• Une meilleure rigidité physique du plant pour les premiers mois.
• Une protection contre le dessèchement de la zone du point de greffe pour améliorer la callogénèse
• Certaines cires hormonées ont pour but d’induire une callogénèse plus efficace

La stratification :
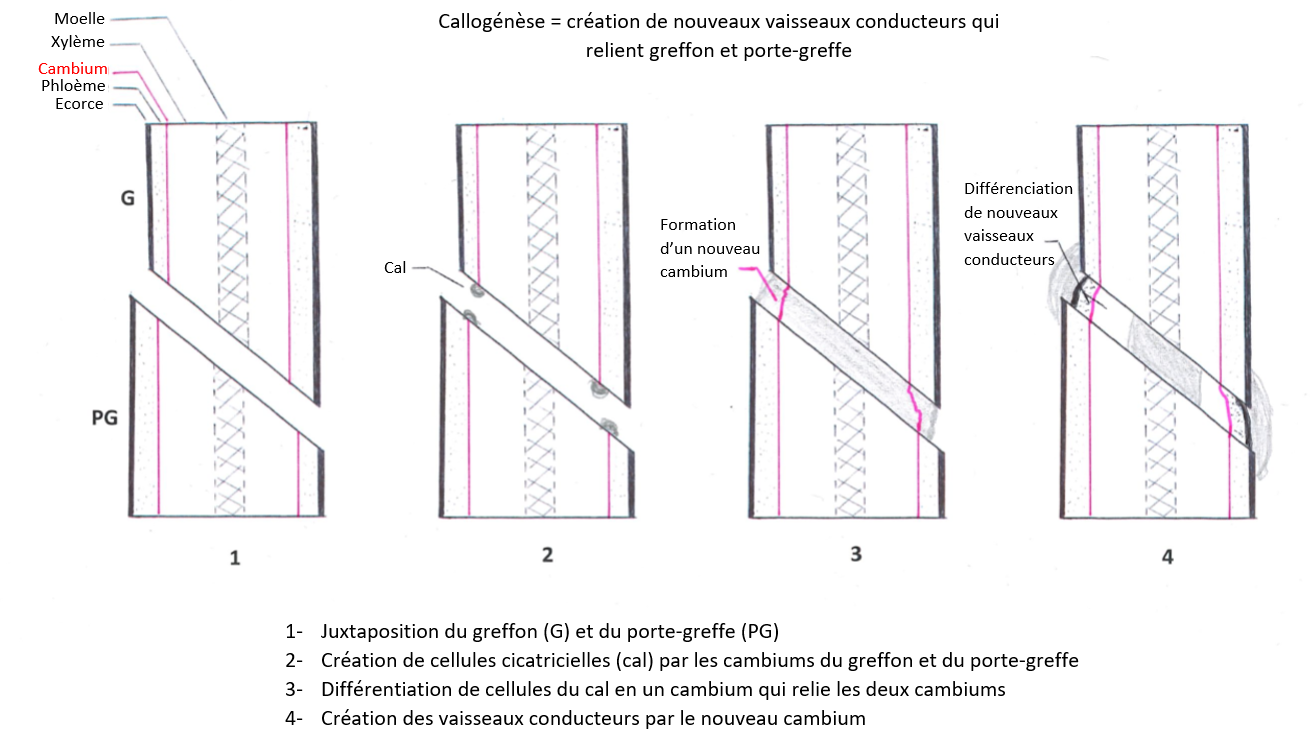
Les plants une fois enrobés de cire sont mis en chambre chaude à 28°C pendant 8 à 15jours avec une hygrométrie très contrôlée. Lors de cette étape doit se dérouler la callogénèse qui constitue la mise en continuité des vaisseaux conducteurs de sève entre le porte-greffe et le greffon (xylème = sève ascendante, phloème = sève descendante).
Le taux de réussite augmente quand les diamètres des deux bois sont équivalents et quand la coupe est oblique (par augmentation de la proximité et de la surface de contact entre les cambiums)
Le cambium une fois reconstitué va produire des tissus conducteurs qui assureront les flux de sève au point de greffe pour toute la durée de vie du plant. On estime qu’une greffe « parfaite » atteint 80% de soudure effective et tout disfonctionnement de la callogénèse diminue ce % et affaiblit l’efficacité de conduction de la sève.
Le tri :
Après une saison de croissance des racines, les plants doivent être testés et triés un par un à l’aide de la technique du coup de pouce. Cette pression sur le greffon permet d’éliminer les plants dont la soudure est trop fragile, révélatrice d’une mauvaise continuité des vaisseaux. Plus le tri sera strict, plus le nombre de vaisseaux conducteurs fonctionnels sera élevé.
Les plants en pots proposés l’année même du greffage, ne subissent pas le même contrôle par tri.
La qualité de la soudure et la vie des plants :
Le point de greffe est un goulot d’étranglement pour le système de conduction de sève. La callogénèse et le nombre de vaisseaux ayant une continuité entre les deux parties du plant sont des points critiques pour le fonctionnement.
Une bonne qualité de la soudure permet donc :
• Une bonne efficacité des flux, de première importance dans la croissance, la maturation des raisins et la mise en réserve hivernale.
• Une adaptation rapide aux aléas climatiques (fortes précipitations, sécheresse, coup de chaud)
• Une résistance aux maladies du bois : certaines formes de l’esca dépendent fortement de la mauvaise circulation de la sève
• Une diminution des risques de tylose et de mauvaise affinité greffon/porte-greffe
Conclusion :
Au-delà de la validation d’un matériel végétal qualitatif et bien adapté au terroir, à l’environnement et aux pratiques culturales qui seront effectuées sur la parcelle, il faut développer une relation profonde avec ces partenaires pépiniéristes et réserver sa commande plus d’un an avant plantation.
Un pied de vigne devrait vivre au moins autant qu’un homme, il est donc capital de se donner les moyens pour qu’il traverse le temps.